Induction heating
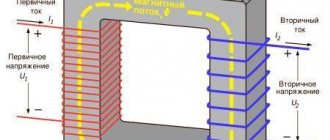
Used with reinforced structures. The metal elements contained within them will become cores. The insulated cable acts as an inductor and is placed in loops around the fittings. The number of coils of wire and the cross-section must be calculated in advance. An alternating current is sent along the cable, forming an electromagnetic field. Then the reinforcing elements are heated, from them the heat passes to the concrete, gradually spreading throughout the mixture.
Electricity consumption reaches 150 kW/h per 1 m3 of concrete.
Pros: low price; uniform heating.
Cons: complicated calculation; limited application (beams, columns, etc.).
Send a request
Infrared heating
Infrared rays heat the surface of opaque objects, spreading heat throughout the entire volume. When using infrared heating, the concrete structure must be wrapped in a transparent film - it will retain heat by transmitting the rays through itself. Suitable for heating reinforced concrete.
Pros: simplicity and accessibility.
Cons: only suitable for small, thin structures; Infrared heat is distributed unevenly.
The infrared heater must be resistant to strong winds and capable of operating for a long time without refueling.
Electrode heating of concrete
Warming up the concrete with electrodes helps maintain the required hardening parameters of the solution when pouring in cold weather. This method involves implanting electrodes into concrete or placing electrodes on its surface, which are then connected to a transformer. As a result, an electric field is formed between them, warming the concrete. By selecting and adjusting the output parameters of the transformer, you can achieve the required concrete heating temperature.
It is important to remember that the electrical resistance of concrete changes as it hardens, and this does not happen linearly:
What is it for?
Before delving into this topic, it is necessary to talk about what it is actually used for. The fact is that any concrete contains a certain amount of water. It is quite natural that at sub-zero temperatures it forms ice crystals. The latter lead to the fact that a lot of pressure is exerted on the pores of the concrete, which ultimately leads to partial or complete destruction of the structure. In this case, the final strength is significantly reduced, and performance characteristics deteriorate.
Another dangerous factor is freezing of water during the setting (hardening) period. The fact is that at low temperatures the interaction between the concrete mixture and water slows down. This stops the hardening process, making it uneven. That is, there is no need to talk about any declared strength. Nevertheless, today there is more than one scheme for heating concrete with electrodes, which allows you to keep the humidity and temperature characteristics within an acceptable range.
Change in resistivity during electrical heating of various grades of concrete
| Cement manufacturing plant | Initial electrical resistivity, Ohm | Minimum electrical resistivity, Ohm |
| Belgorodsky | 18,8 | 12,2 |
| Zhigulevsky | 9,6 | 7,4 |
| Podolsky | 11,5 | 9,7 |
| Rostovsky | 8,5 | 7,2 |
| Spassky | 8,0 | 4,9 |
| Teploozersky | 9,2 | 6,8 |
Upon completion of concreting and installation of electrodes, the surface of the solution is covered with insulating materials. Heating concrete with uncovered surfaces is not allowed.
Electrode heating is well combined with concrete curing using the thermos method. Only the outer layers are heated with electrodes to avoid loss of heat received by the solution before pouring.
Types of electrodes
There are several types of electrodes used to heat concrete mortar. The most used of them:
Plate electrodes
Plastic electrodes are metal plates that are placed between the formwork and concrete on different sides of the structure. After connecting an electric potential to them, a field is formed that heats the solution.
Strip electrodes
This type of electrodes consists of metal strips ranging from 20 to 50 mm wide. They are also located on the top layer of the solution. Their distinctive ability is the possibility of their location on only one side of the structure. In this case, the electrodes are connected alternately to different phases.
Strip electrodes are used when heating floor slabs and other horizontal elements, as well as concrete in contact with frozen soil.
Rod electrodes
Rod electrodes are essentially reinforcement rods up to 15 mm in diameter, which are located directly in the concrete body.
They can warm up the concrete of structures of complex shape: beams, columns, massive slabs, foundation shoes, side surfaces of massive structures.
String electrodes
String electrodes are used mainly for heating columns. They are 2-3 meters long and about 15 mm thick. A string electrode is installed in the center of the structure. An electric field arises between the string and the formwork, covered with a conductive sheet and connected to another phase of the electrical network.
In some cases, reinforcing elements of the structure itself can be used as electrodes. At the same time, energy costs increase significantly.
conclusions
Conducted production tests confirmed that the specific consumption of electrical energy depends on the duration of concrete heating and temperature. When processing with direct current, energy costs are 20–25% higher. This is explained by additional losses for converting alternating current into direct current, as well as the cost of electricity for electrolysis of water.
When treated with direct current, due to the release of oxygen during the electrolysis of water, intense corrosion of steel reinforcement and steel molds in which prefabricated products are made is observed.
In the case of processing concrete with direct current of alternating pulses, electroosmosis, electrolysis and electrophoresis have almost no effect on the dynamics of concrete hardening, and the intensification of this process is due only to the temperature factor. As a result, when heating products and structures made of concrete and reinforced concrete, treatment should be carried out with alternating current of industrial frequency. This provides a similar effect, but does not require the use of special generators to convert alternating current to direct current .
Electrode installation diagrams
| Electrode type | Installation and connection diagram |
| Lamellar | |
| Strip | |
| Rod | |
| Strings |
In the table, the phases are indicated by the numbers f1, f2, f3.
Advantages of heating with electrodes
- fairly high efficiency;
heating of structures of any thickness, regardless of shape.
Disadvantages of heating with electrodes
- significant time for preparation;
- carrying out preliminary calculations;
- additional equipment (transformers);
- high energy consumption from 1000 kW for 3-5 cubic meters of concrete mixture;
- poor applicability when pouring slabs.
With the surface arrangement of the electrodes, only structures of small thickness can be fully heated. Otherwise, only peripheral heating will occur.
Description of the technology for heating concrete with electrodes and practical tips
To prevent crystallization of water included in the concrete solution, it is necessary to maintain a certain temperature of the poured mass. The fact is that the binder (cement) reacts with the liquid, and not with ice. And since the final hardening of concrete occurs over a long period of time (up to 4–5 weeks, depending on the specifics of the work and the composition of the mixture), its heat treatment is carried out constantly, until the structure being constructed is completely ready.
It is clear that heating is necessary only in the cold season. This allows work to be carried out in any season, regardless of the ambient temperature. There are many methods, but perhaps the most common is heating the concrete mixture with electrodes. Such electrical conductors differ in shape, size and specific placement.
But the technology and the principle of their operation remain unchanged - the concrete is heated by an electric field that is formed between the electrodes when voltage is applied to them. The solution becomes an element of a conductive circuit (with its own internal resistance), in which electrical energy is transformed into thermal energy. By adjusting the voltage rating, you can achieve the required heating temperature. Depending on the characteristics of the “processed” structure, the optimal version of these elements is selected.
Types of electrodes
Rod
As such, reinforcing bars are most often used, although narrow strips of metal can also be installed (composite reinforcement, of course, is not suitable, but for reinforcement it is what is needed). Its length should be slightly larger than the thickness of the fill (for inclusion in the circuit), and the cross-section is selected based on its design features and the layout of the electrodes (as a rule, for private housing construction no more than 10 mm). To make the reinforcement easier to enter into the solution, one end of it is sharpened.
Rod electrodes allow you to heat up a “fill” with a configuration of any complexity and shape, which is why they are used most often, especially in individual construction. They are placed perpendicular to the longitudinal axis of the structure. Moreover, so that they do not come into contact with the rods of the reinforcing frame.
Strings
In fact, this is a variation of the same rod ones, but the location is along the axis of the formwork. They are used when heating structures with a small cross-section and large length (beams, columns and a number of others). To simplify the connection of wires, the edges protruding from the formwork are bent upward (in the letter “G”).
In some cases, it is possible to use longitudinal rods of a metal frame mounted in the formwork as electrodes. But with this heating method, energy consumption sharply increases, which is why it is used less often. In this case, special precautions are observed.
Strip
They are pieces of iron strips (20 - 50 mm, thickness 3), which are laid on top of the poured mortar. This heating is used for pouring small thicknesses (massive screed, slab, etc.), with all elements placed on one side of the structure.
Lamellar
They are located on opposite sides of the fill, on the inside of the formwork. Their dimensions are selected in accordance with its parameters. Naturally, they are installed in pairs, the number and arrangement of which are determined individually for each design.
Types of warming up
Through (internal, submersible)
Used for structures that are thick or have complex shapes. From the name it is clear that the electrodes are placed inside the poured mass of solution. The general rule is that electrodes are installed at a distance of at least 3 cm from the formwork element.
Peripheral (superficial, sew-on)
A lining is installed under the strips. In practice, pieces of roofing felt are most often taken for this, which makes such electrodes easy to remove and reuse.
General rule
If a metal frame is installed in the formwork, then using a voltage of more than 127 V is PROHIBITED. For unreinforced structures it can be no more than 380 V.
What to consider when heating concrete
- As the poured mass hardens, its electrical resistance changes as moisture evaporates. Consequently, it is necessary to systematically adjust the strength of the supplied current, so a control element (for example, a rheostat, a transformer with several outputs) must be included in the circuit.
- The surface of the structure to be heated must be covered with materials that reduce heat loss. This can be sawdust, mats, polyethylene film, roofing felt and the like. Otherwise, the warming up process itself becomes meaningless.
- With the rod method, it is necessary to maintain the same distances between the electrodes both in the same row and in adjacent ones. This will ensure uniform loading of the “lines” and eliminate phase imbalance.
- Reducing energy costs can be achieved by introducing special plasticizer additives into the solution, which accelerate the hardening process of concrete.
- Experts do not recommend using electrode heating for small structures. There are other methods for this.
- A direct current source cannot be used as “power”, since in this case electrolysis of the liquid cannot be avoided.
- For small pouring volumes, welding transformers can be used as a voltage source.
- There is no uniform recommendation for the placement of electrodes on (in) the pouring of the solution. The scheme is determined individually and depends on external conditions, formwork parameters, cement grade and a number of other factors.
- At certain time intervals (depending on the specifics of the work), the temperature is measured. For this purpose, special “pits” are made.
- PROHIBITED. When using reinforcement cage rods as electrodes, work with voltages above 60 V. In exceptional cases (more than this rating) - only if additional measures are taken and locally (on individual segments of the structure).
To obtain high-quality artificial stone from a solution, complex heating of the mass is recommended, combining several methods, including “passive” (“thermos”).
The effect of current on concrete hardening
At the same time, in the literature there are recommendations for the preferable use of direct current for these purposes, which contradicts the common practice of concreting, in which alternating current is predominantly used. In this article we will look at the advantages and disadvantages of each method based on data from pilot studies.
Table of contents
- Features of using electric heating in winter
- Comparison of concrete processing with direct and alternating current
- Test results
- conclusions
Features of using electric heating in winter
Electric heating technology consists of incorporating freshly laid concrete mixture into an electrical circuit as active resistance. In this case, the specified temperature of the mixture is ensured, and the hydration and structure formation of concrete occurs under the influence of a number of physical and chemical processes, including electrical and electromagnetic influence.
Figure 1. Schemes for electrical heating of a concrete structure with electrodes
The main phenomena that are considered as factors for accelerated hardening of concrete include:
- temperature is the main point that directly affects the process. Hydration of cement occurs with the release of heat from exothermic reactions (at the beginning of the setting process, the heat release is minimal, and at the end it reaches a maximum). Environmental conditions are a determining factor: a reduction in setting time is observed when the temperature rises to 30°C, and then the opposite effect is observed;
- electrophoresis is an electrokinetic phenomenon accompanied by the movement of dispersed particles in a liquid medium when a constant electric current is passed through it;
- electroosmosis - the movement of liquid between electrodes when passing a direct electric current through the concrete mixture;
- electrolysis is the release of a contact phase of oxygen and hydrogen on the electrode, which occurs as a result of the decomposition of water under the influence of direct current.
Figure 2. Electrical heating of concrete mixture
The last three factors have a minor effect in production conditions, however, in a number of sources they receive increased attention. In particular, the Moscow Veterinary Academy has proposed a method for processing concrete, wood concrete and similar cement-based mixtures through the action of direct electric current of alternating pulses. It is indicated that the phenomena of electroosmosis, electrolysis and electrophoresis with this technology option occur more intensely than when exposed to alternating current of industrial frequency.
This, in turn, causes accelerated dispersion of cement particles, helps to increase the reactivity of concrete components, determines more complete hydration of cement and increases the uniformity of distribution of cement adhesive between aggregate particles and non-hydrated cement grains. The authors of this work claim that the stripping strength of concrete with this treatment is achieved within 1–3 hours after laying.
Figure 3. Structure of cement stone during concrete setting at different water-cement ratios and degrees of hydration
Due to electrical heating at subzero temperatures, concrete gains grade strength within the design timeframe without deteriorating other operational and physical-mechanical properties, which allows reducing the time required for the structure to be put under load. The main factor determining the effectiveness of this process is temperature. Some studies mistakenly associate the acceleration of the hardening process with the phenomena of electroosmosis, electrolysis and electrophoresis.
Comparison of concrete processing with direct and alternating current
A number of studies have substantiated the inconsistency of the hypothesis about the acceleration of structure formation in concrete when passing direct current due to the intensification of the phenomena of electroosmosis, electrolysis and electrophoresis. In particular, NIIZHB, together with representatives of the Moscow Forestry Engineering Institute and the Moscow Veterinary Academy, conducted a production experiment on compacting arbolite wall panels 1.8x0.9x0.2 m in vertical forms using electric heating.
Figure 4. Three-dimensional model of wall panels
To obtain a comparative basis, the following two technology options were investigated:
- Panel No. 1 hardened under the influence of direct current of alternating pulses (powered by a P-91 50 kVA generator). The time for changing the direction of the current pulses was 5 min with an interval of 1 min. The operating voltage was chosen in such a way as to ensure a current density at the electrodes of 40 A/m2.
- Panel No. 2 hardened under the influence of alternating current of industrial frequency (powered by a welding transformer TD-500 U2). The voltage was regulated so that the heating temperature coincided with the hardening conditions of panel No. 1.
The duration of electrical treatment of the panels was 70 minutes. During this time, an increase in temperature in the center of the products was recorded from 30°C to 45°C. Upon reaching this value, the electrical influence was stopped and both concrete elements were stripped for an hour.
During the experiment, it turned out that panels No. 1 and No. 2 retain their shape after removing the formwork, however, a visual inspection revealed almost zero strength of the wood concrete, so it was not possible to remove the products from the pallet. A day later, with great care, the panels were cut into 200x200 mm cubes for compression tests.
Test results
Tests of concrete samples carried out on days 3, 7, 14, 28 and 90 showed that in the first 7 days, when treated with direct current, the strength of wood concrete is slightly higher than in the case of treatment with alternating current. This effect is probably associated with the removal of a larger volume of mechanically bound moisture due to the phenomenon of electroosmosis and the process of intensification of crystallization hardening of cement. Since the difference in strength indicators is 4–5%, the detected effect has no practical significance.
For a period of 14 to 28 days, the strength of wood concrete treated with direct current is much lower in comparison with material exposed to alternating current. For samples from panel No. 1, by 1 month (at the design age), due to excess moisture loss at the initial stage of hardening, a 25% decrease in strength is observed, while the strength of samples from panel No. 2 has almost reached the brand value.
Similar results were obtained in the course of research conducted by NIIZHB and the Orgtekhlesstroy trust V/O Soyuzlesstroy, as well as experiments in Mytishchi in the manufacture of OS-5 panels from B12.5 class concrete. In all three tests, it was found that after stripping, the products retain their shape in both processing options, but the strength of the concrete is insignificant.
Table 2: “Methods for treating concrete with current”
| Processing method | Processing time h-min | Concrete temperature at the end of treatment, °C | Strength of concrete, MPa, aged, days | Electricity consumption, (kW╳ ╳ h) m 3 | |||
| 1 | 3 | 7 | 28 | ||||
| Direct current with alternating pulses | |||||||
| 1-10 | 72 | 65 | — | — | 160 | 56 | |
| 2-45 | 63 | — | 80 | 150 | 155 | 53 | |
| 4-00 | 58 | 70 | — | 135 | 165 | 56 | |
| AC power frequency | |||||||
| 1-15 | 84 | 35 | 85 | 135 | 174 | 40 | |
| 1-35 | 60 | 35 | — | 135 | 175 | 32 | |
| 2-00 | 82 | — | — | 120 | 160 | 50 | |
| 2-30 | 72 | 60 | 108 | 125 | 150 | 52 | |
Research data indicate that even after 1 day the strength of the material did not exceed 50%. In the interval from 3 to 28 days, the strength of concrete for both treatment options is almost the same, which indicates that only the temperature factor influences this process.
conclusions
Conducted production tests confirmed that the specific consumption of electrical energy depends on the duration of concrete heating and temperature. When processing with direct current, energy costs are 20–25% higher. This is explained by additional losses for converting alternating current into direct current, as well as the cost of electricity for electrolysis of water.
When treated with direct current, due to the release of oxygen during the electrolysis of water, intense corrosion of steel reinforcement and steel molds in which prefabricated products are made is observed.
In the case of processing concrete with direct current of alternating pulses, electroosmosis, electrolysis and electrophoresis have almost no effect on the dynamics of concrete hardening, and the intensification of this process is due only to the temperature factor. As a result, when heating products and structures made of concrete and reinforced concrete, treatment should be carried out with alternating current of industrial frequency. This provides a similar effect, but does not require the use of special generators to convert alternating current to direct current .
Warming up concrete with PNSV heating wire
Pouring concrete in winter has its own difficulties. The main problem is the normal hardening of the solution, the water in which can freeze and it will not gain technological strength. Even if this does not happen, the low drying rate of the composition will make the work unprofitable. Warming up the concrete with a PNSV wire will help resolve this issue.
Electric heating of concrete in winter is the most convenient and cheapest way to achieve the desired hardness of the material. It is permitted by the standards of SP 70.13330.2012, and can be used when performing any construction work. After the concrete hardens, the wire remains inside the structure, so the use of cheap PNSV provides an additional economic effect.
Temperature during construction
This parameter has a great influence on the final strength gained by concrete. It should also be taken into account that fresh mortar can freeze if its temperature has been at +10° C for 3 days. Therefore, electrode heating of concrete is necessary in winter. Be aware that when laying concrete at 5° C, you will have to wait 2 times longer for it to reach strength, which can be compared with a temperature of 20° C.
When the thermometer drops below freezing, hydration may simply stop. We must also not forget the following - unbound water in the concrete solution will begin to increase in volume when it freezes.
Application
Warming up concrete in winter with a cable makes it possible to solve two main problems. At temperatures below zero, the water in the solution turns into ice crystals, and as a result, the cement hydration reaction not only slows down, it stops completely. It is known that when water freezes, it expands, destroying the bonds formed in the solution, so after increasing the temperature it will no longer gain the required strength.
The solution hardens at optimal speed and maintains characteristics at a temperature of about 20°C. As temperatures drop, especially below freezing, these processes slow down, even though hydration produces additional heat. In order to meet technical conditions, in winter it is impossible to do without heating the concrete with a PNSV wire or another cable intended for this purpose in situations where:
- sufficient thermal insulation of the monolith and formwork is not provided;
- the monolith is too massive, which makes it difficult to heat it evenly;
- low ambient temperature at which water in solution freezes.
Why heat concrete?
Features of constructing a strip foundation in winter
It is no secret that cement-containing mortars are used both in summer and winter. Moreover, the situation in the construction industry sometimes develops in such a way that it is impossible to cancel these works due to “bad” weather.
The way out of the difficult situation was heating concrete in winter. In order to understand the principle of preserving the performance properties of the material, we will consider the features of its preparation.
When the temperature drops significantly, as happens in winter, the water freezes. Consequently, this fundamentally important component cannot participate in the chemical reactions that occur during the formation of the concrete structure.
Moreover, the hydration of dry fillers completely stops, making it impossible for the solution to harden to the point where cutting reinforced concrete with diamond wheels can be used.
Another important reason to think about how to warm up concrete in winter is the internal pressure growing in the thickness of the material. Due to the increase in water volume (by an average of 10%), concrete is destroyed, since for the above reasons it cannot harden and strengthen.
Of course, as the ice defrosts, the hydration process resumes, but the already destroyed structure of the mixture is not able to fully recover. As a result, the strength characteristics of concrete are greatly reduced, which negatively affects the durability of construction projects and structures.
So, we have found out that the technology of heating concrete in winter is advisable and necessary, now we will consider the main ways to control the temperature of the building material.
Concrete heating technology
In the photo - concreting using thermomats
Since cement-containing mortars have been used for a long time, there is no shortage of ways to control the temperature of concrete.
However, the most popular methods are:
- the use of anti-frost fillers, which are added to the composition at the production stage of the mixture;
- using the “thermos method”;
- heating concrete with specialized heat sources.
Let's look at each of the above methods in more detail.
Antifreeze additives
The use of special antifreeze additives has been used for a long time. This method is effective, easy to implement and the cost of the ingredients used is low. The main advantage of this method is that there is no need to heat the solution, since the material does not freeze, despite the negative temperatures in the thickness.
However, this method has its temperature limitations. For example, the most popular additive, sodium nitrate, can be added to concrete at an air temperature of no lower than minus 15°.
Thermos method
The photo shows formwork insulated with improvised means
The “thermos method” is a more innovative technology, according to which the finished concrete solution is poured into insulated formwork. The temperature of the internal volume of the formwork can reach +25°C. The formwork design is hermetically sealed; as a result, the solution acquires the required strength due to the retained heat and exothermic emissions emanating from the cement.
This concrete heating technology involves the use of fast-hardening cement grades. An effective solution is to add special additives to the composition that accelerate the hardening process (sodium nitrate, calcium chloride, potassium carbonate, etc.).
The photo shows the process of laying preheated concrete
A separate version of this technology is the so-called “hot thermos”. In this case, the concrete is first heated to a temperature of +70°C and poured into thermally insulated formwork.
Wire characteristics
The cable for heating concrete PNSV consists of a steel core with a cross-section from 0.6 to 4 mm², and a diameter from 1.2 mm to 3 mm. Some types are galvanized to reduce the impact of aggressive components in mortars. Additionally, it is covered with heat-resistant polyvinyl chloride (PVC) or polyester insulation; it is not afraid of kinks, abrasion, aggressive environments, is durable and has high resistivity. The PNSV cable has the following technical characteristics:
- The resistivity is 0.15 Ohm/m;
- Stable operation in the temperature range from -60°C to +50°C;
- Up to 60 m of wire is consumed per 1 cubic meter of concrete;
- Can be used at temperatures down to -25°C;
- Installation at temperatures down to -15°C.
The cable is connected to the cold ends through an aluminum autorecloser wire. Power can be supplied via a three-phase 380 V network by connecting to a transformer. With proper calculation, the PNSV can also be connected to a 220-volt household network; the length should not be less than 120 m. An operating current of 14-16 A should flow through the system located in the concrete mass.
Design and characteristics of the KDBS cable
The heating cable section KDBS is a heat-generating element based on a resistive heating cable in a protective PVC sheath. On one side it is equipped with an end coupling, and on the other - with a connecting coupling, installation wire and lugs for connecting to power. Any connecting wire is suitable for connecting to the network, for example, APV (aluminum conductors).
Technical characteristics of CBDS:
Example of heating section designation:
The nominal parameters of KDBS heating sections of fixed length and power are presented in the table:
Heating technology and laying scheme
Before installing the concrete heating system in winter, formwork and reinforcement are installed. After this, the PNSV is laid out with an interval between the wires of 8 to 20 cm, depending on the outside temperature, wind and humidity. The wire is not stretched and is attached to the fittings with special clamps. Bends with a radius of less than 25 cm and overlaps of current-carrying conductors should not be allowed. The minimum distance between them should be 1.5 cm, this will help prevent short circuits.
The most popular installation scheme for PNSV is a “snake”, reminiscent of a “warm floor” system. It provides heating of the maximum volume of concrete mass while saving heating cable. Before pouring the solution into the formwork, you must make sure that there is no ice in it, the temperature of the mixture is not lower than +5°C, and the installation of the connection diagram is carried out correctly, and the cold ends are brought out to a sufficient length.
The PNSV wire comes with instructions, which you need to read before heating the concrete. The connection is made through sections of busbars in two ways through a “triangle” or “star” circuit. In the first case, the system is divided into three parallel sections connected to the terminals of a three-phase step-down transformer. In the second, three identical wires are connected into one node, then three free contacts are similarly connected to the transformer. The power supply is installed no further than 25 m from the connection point, the heated area is surrounded by a fence.
The system is connected after the entire volume of mortar has been completely filled. The technology for heating concrete with a PNSV heating cable includes several stages:
- Heating is carried out at a rate of no more than 10°C per hour, which ensures uniform heating of the entire volume.
- Heating at a constant temperature continues until the concrete reaches half its technological strength. The temperature should not exceed 80°C, the optimum is 60°C.
- Cooling of the concrete should occur at a rate of 5°C per hour, this will help avoid cracking of the mass and ensure its solidity.
If the technological requirements are met, the material will gain a grade of strength corresponding to its composition. At the end of the work, the PNSV remains in the thickness of the concrete and serves as an additional reinforcing element.
It should be noted that using a KDBS or VET cable is much easier, since they can be connected directly to a 220 V network through a panel or socket. They are divided into sections, which helps to avoid overload. But these cables are more expensive than PNSV, so they are less often used in the construction of large facilities.
Another popular technology is the use of formwork with heating elements and electrodes, when the reinforcement is inserted into the solution and connected to the network using a welding machine or another type of step-down transformer. This heating method does not require a special heating cable, but is more energy-consuming, since water in concrete acts as a conductor, and its resistance increases significantly during hardening.
Types of heating wires and cables
Most often, PNSV wires are used for electrical heating of concrete (heating wire with a steel core and PVC insulation). The popularity of this material is explained by its relatively low price and easy installation.
PNSV wire
PNSP can be used instead of PNSV. This wire features polypropylene insulation, which provides a slight increase in maximum heat output.
| Wire brand Parameters | PNSV | PNSP | ||||||
| Nominal value of electrical resistance of 1 m of heating core, Ohm | 0,12 | 0,18 | 0,22 | 0,11 | 0,12 | 0,14 | 0,18 | 0,22 |
| Conductor design | 1x1.2 | 1x1.1 | 1x1.0 | 1x1.4 | 1x1.2 | 1x1.3 | 1x1.1 | 1x1.0 |
| Nominal outer diameter, mm | 2,8 | 2,7 | 2,6 | 2,8 | 2,6 | 2,7 | 2,5 | 2,4 |
| Recommended wire length at voltage 220V, m | 110 | 95 | 80 | 130 | 100 | 110 | 85 | 75 |
| Estimated weight of 1 km of wire, kg | 19 | 18,5 | 18 | 16,4 | 12,7 | 14,5 | 11,1 | 9,6 |
Table of main parameters of PNSV and PNSP
Such wires are also used as floor heaters, which operate on the principle of a warm floor. When using thermal wires of this type, it is necessary to calculate their length. A small error can be corrected by adjusting the voltage level supplied from the transformer to heat the concrete.
The use of PNSV is effective, but is complicated by the need to install additional equipment to adjust the thermal power by changing the voltage. It is much easier to work with sectional thermal cables KDBS. They are directly connected to a 220V network, so they do not require any equipment to operate. You can buy such a heating cable in our stores in Moscow and the Moscow region.
Length calculation
To calculate the length of the PNSV wire for heating concrete, several main factors must be taken into account. The main criterion is the amount of heat supplied to the monolith for its normal hardening. It depends on the ambient temperature, humidity, the presence of thermal insulation, volume and shape of the structure.
Depending on the temperature, the cable laying pitch is determined with an average loop length of 28 to 36 m. At temperatures down to -5°C, the distance between the cores or pitch is 20 cm, with a decrease in temperature for every 5 degrees, it decreases by 4 cm, at - At 15°C it is 12 cm.
When calculating the length, it is important to know the power consumption of the PNSV heating wire. For the most popular diameter of 1.2 mm, it is equal to 0.15 Ohm/m; for wires with a large cross-section, the resistance below a diameter of 2 mm has a resistance of 0.044 Ohm/m, and 3 mm – 0.02 Ohm/m. The operating current in the core should be no more than 16 A, therefore the power consumption of one meter of PNSV with a diameter of 1.2 mm is equal to the square of the current and the resistivity and is 38.4 W. To calculate the total power, you need to multiply this figure by the length of the laid wire.
The voltage of the step-down transformer is calculated in a similar way. If 100 m of PNSV with a diameter of 1.2 mm are laid, then its total resistance will be 15 Ohms. Considering that the current is no more than 16 A, we find the operating voltage equal to the product of the current and the resistance; in this case it will be equal to 240 V.
The use of PNSV wire is one of the cheapest ways to heat concrete. But it is more suitable for use by professional builders, since its connection requires special knowledge and equipment. This cable can also be used at home if you correctly calculate the power consumption. The use of thermal insulation materials will help reduce costs when heating the solution; in this case, heating will occur faster, and the temperature decrease will occur more evenly, which will improve the quality of concrete.
Winter concreting methods
Below we will consider all existing methods of winter concreting, their areas of application, and also give recommendations on the choice of concrete curing method depending on the type of monolithic reinforced concrete structures being erected in winter at low temperatures.
| Winter concreting methods | Features of the technology | Approximate energy consumption, (kW/h)/m3 | Application area |
| "Thermos" | At the time of laying, the temperature of the concrete mixture is at least 10°C; formwork – insulated; concrete cooling rate - no more than 50C/h. | — | Massive structures in which the surface modulus (the ratio of the surface area of the structure being built to its volume) Mp<3 |
| Through electrode heating | Temperature rise: at a speed of no more than 10°C/h; Isotherm temperature - no more than 50°C; Warm-up duration: until critical strength is reached | 80 – 110 | Lightly reinforced concrete structures: MP from 3 to 10, thickness – up to 50 cm |
| Peripheral electric heating | Temperature rise: at a speed of no more than 150C/h; Isotherm temperature - no more than 50°C; Warm-up duration: until critical strength is reached | 90 – 120 | Designs in which MP < 15; — with a thickness of up to 20 cm — one-sided heating and insulated formwork; - with a thickness of more than 20 cm - double-sided heating. |
| Preliminary forced electrical heating, including in formwork with repeated vibration | Warming up the concrete mixture in 10–15 minutes to 70–80°C. in bunkers/formworks (after compaction). At MP<5 it is enough to keep it “thermosically” in insulated formwork. If MP >5 additional heating may be required | 40 – 80 | Designs in which MP < 8. |
| Conductive heating or “heating formwork” | Temperature rise: at a rate of no more than 10°C/h; Isotherm temperature - no more than 50°C; Warm-up duration: until critical strength is reached | 100 – 130 | MP > 8. |
| Electric heating with heating wires | Temperature rise: at a speed of no more than 100C/h; Isotherm temperature - no more than 50°C; at contact with concrete, the heater temperature is no more than 80°C; Warm-up duration: until critical strength is reached | 80 – 110 | MP > 10. |
| Heating with infrared radiators | The temperature of the heated concrete surface is not higher than 80°C; protection against water evaporation from concrete is mandatory | 120 – 200 | Effective for walls and ceilings |
| Induction heating | Temperature rise: at a speed of no more than 150C/h; Isotherm temperature - no more than 50°C; concrete temperature at contact with reinforcement - no more than 80°C; Warm-up duration: until critical strength is reached | 100 – 150 | Densely reinforced reinforced concrete structures of linear type |
| Convective heating (heathouses, electric heaters) | Chamber traditional (general) greenhouse at temperatures up to 20°C. Local chamber greenhouse. | 120 – 200 | Structures with an MP index > 10 in confined spaces and outdoor temperatures above minus 30°C |
| Without heating using chemical additives | Restrictions on the type of additives: depends on the type of reinforcement and requirements for surface quality | — | Limitation on outside air temperature: up to minus 15°C |
| Steam heating (deaf or hot steam) | Temperature rise: at a rate of no more than 15°C/h; Isotherm temperature - no more than 50°C; Warm-up duration: until critical strength is reached | 90 – 140 | For any structures requiring heating |