Aerated concrete is a building material with a specific set of working qualities. For a long time it was considered unsuitable for construction and only capable of insulating external walls.
However, more careful study and development of new production technologies have made it possible to once again awaken user interest in this material. Its performance turned out to be the most convenient for the construction of private houses, which immediately made aerated concrete in demand and even, to some extent, fashionable. Many modifications have appeared, standards and GOSTs have been developed to regulate construction. The properties of aerated concrete have been studied quite well, but sometimes it can surprise specialists. This happened when studying material made using old technology. Non-autoclaved aerated concrete is an undeservedly forgotten type of material, which is now again in demand due to its hidden properties. Let's take a closer look at it.
Autoclaved and non-autoclaved aerated concrete
To consider the essence of aerated concrete, you need to start by answering the main question: autoclaved aerated concrete - what is it? It is even difficult to attribute it to the concrete family due to its essence. After all, concrete is a composite material in which the compressive strength is provided by the strength of the aggregates. Shape constancy and tensile strength are guaranteed by the characteristics of the binder and the adhesion between cement and aggregate.
Autoclaved aerated concrete (AAC) is an artificially synthesized mineral calcium bicarbonate. It is the most homogeneous mineral building material. This is ensured through additional processing in special installations. The whole process occurs due to the gas released, which forms a cellular structure.
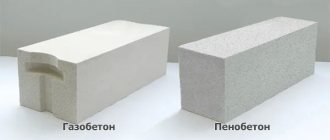
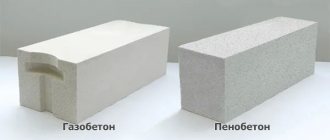
Non-autoclaved aerated concrete (NGC) is essentially foam concrete with the addition of a small amount of a gas-forming agent, without the last production stage. This is why there are significant differences between the two types of cellular material. The most important thing is that non-autoclaved aerated concrete is not an artificial mineral and belongs to a variety of concretes. The remaining difference is reflected in the characteristics of the materials.
Production Features
Autoclaving is the operation of steaming a concrete composition in special metal containers called autoclaves. Concrete mortar at given parameters (temperature, pressure) acquires high strength properties that cannot be achieved in the usual way. This treatment not only reduces the hardening time of the mixture. The main feature is changes at the molecular level. The result is that the composition acquires unique strength characteristics. Aerated concrete produced in an autoclave is synthesized. This is an artificially obtained stone. It differs from cement-sand concrete, which hardens porous.
Products obtained in different ways have their own performance characteristics, composition, and physical and technical parameters.
The main indicators of the produced concrete are quite high. Manufacturing features and parameters are regulated by various regulatory documents. Innovative technological methods used by Europeans are gradually replacing ineffective, outdated production methods.
Advantages and disadvantages of materials
Aerated concrete blocks have earned popularity in low-rise construction due to their positive qualities:
- Not flammable. When in contact with open fire, it does not emit smoke or toxic substances. Walls made from such blocks do not burn or deform. You just need to update the finish of the aerated concrete frame of the house, and you can continue to use it without additional reinforcement.
- Light weight. Aerated blocks are one of the lightest wall materials. Its volumetric weight can range from 300 to 1200 kg/cm³.
- Energy saving. When using cellular blocks, in some regions, additional wall insulation is unnecessary. The porous structure filled with air is an excellent heat-insulating material.
- Machinability. Cellular blocks lend themselves well to any type of processing. But with non-autoclaved ones you need to be extremely careful, as they are highly sensitive to cracking.
- High degree of thermal conductivity. The lower the brand density, the more such materials are able to retain heat.
Shrinkage is one of the main problems of aerated concrete. It causes a change in geometric dimensions, and cracking of the plaster in the masonry. In some cases, the blocks themselves. Products cured naturally are more susceptible to shrinkage.
The need to reinforce masonry is a feature of construction made from aerated concrete blocks, which can be considered a disadvantage, as it requires additional money and labor costs.
Strength
Aerated concrete without an autoclave is less durable, especially when it is fresh. After all, like ordinary concrete, it still needs time to gain strength, but autoclaved concrete has accelerated its hardening hundreds of times thanks to high-temperature steam treatment. But even with complete hardening of both materials, the strength of the autoclave is higher by half or more.
For example, autoclave grades of aerated concrete D500 and D600 have a strength class of B2.5 - B3.5, while a non-autoclaved analogue of the same brand is at best class B2.
Characteristics
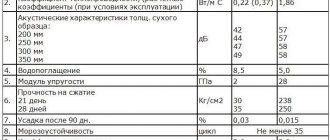
The quality of AGB is regulated by GOST 31360-2007 and GOST 31359 standards. Let's consider the main characteristics that are inherent in them for the M600:
- average density – 600 kg/m³;
- strength class – 3.5 MPa;
- dry thermal conductivity coefficient – 0.14 W/(m*°C);
- frost resistance grade – no less than F100;
- shrinkage upon drying – no more than 0.03 mm/m.
The strength characteristics of NGB for the same density are almost two times lower. Thermal conductivity and frost resistance remain at the same level. When shrinkage can reach up to 0.5 mm/m. Moreover, it can continue in aerated block masonry.
Technology for the production of tobermorite and non-autoclaved aerated concrete The main similarity that unites the production technologies of non-autoclave and tobermorite blocks is the principle of preparing the working mixture:
- In certain proportions, the initial components such as binder (M500D0 cement is used, less often M400D0), quartz sand (ground to cement fineness - 2000-3000 cm²/g), aluminum powder, lime (a foaming agent is also added to the NGB) are mixed until a homogeneous mass.
- Fill the molds approximately halfway with the prepared mixture. During the swelling process, future products gain the missing volume.
In the case of NGB, the forms look like ready-made blocks, but when AGB is poured into monolithic formwork. This difference is determined by further stages of production. Non-autoclave blocks are left for a day in natural conditions until they harden.
Monolithic forms are then sent to an autoclave, where transport strength is gained in a few hours, depending on the density.
In this case, the body itself does not achieve solidity. Its consistency resembles plasticine. It is pressed onto the cutting line, where the blocks are formed. Then they are sent back to the installation for up to 12 hours, where silicate synthesis occurs.
Expert opinion Vitaly Kudryashov builder, aspiring author
Ask a Question
Please note that in the case of AGB, quartz sand is consumed in the synthesis of gas silicates. When for blocks of natural aging it is a simple filler.
Final processing occurs at a pressure of 12 atm. and temperature regime 180°C.
Important Details
Let's look at how each material differs. The scope of application is determined by:
- Quality.
The synthesized product is produced at large enterprises. It is transported to the construction site in ready-made blocks. It is impossible to make this gas concrete by hand. Many parameters are controlled during its manufacture. Enterprises equipped with autoclaves have a high automation rate of 95%. The human factor has virtually no effect on production. Quality is confirmed by certificates of conformity. Natural compositions do not require major investments and are inexpensive.
- Strength factors.
Cellular composites differ in density and strength class. With equal density, conventional products are inferior in terms of physical characteristics and strength. - Fastening properties.
The synthesized composite makes it possible to secure heavy equipment: ventilation systems, air conditioners, heaters. For this purpose, an expansion type anchor is used. - Stable density.
Gas formation using the autoclave method occurs throughout the entire environment. At the same time, the mixture hardens, the pores are uniformly distributed throughout the volume. The formation of blocks from the resulting mixtures is carried out by cutting the hardened mass. This is a guarantee of the quality of the blocks. When producing naturally hardening concrete, foam with gas-forming agents is introduced into the solution. During mixing, light components float and heavy fillers settle. Uneven distribution of cavities occurs. The density of different blocks is different. Stability of indicators is associated with homogeneity, which affects strength. - Environmental friendliness.
The synthetic gas composition is completely safe for others. This affects the microclimate of the building, which is favorable for living. The mineral components used do not rot. This ensures that mold and fungi cannot form. The decrease in the environmental friendliness of foam concrete is due to the use of waste from the production of crushed stone, local sand, and chemical fillers. This negatively affects the microclimate of the room. - Compliance with dimensions.
Standards regulate deviations in the length, width, and thickness of blocks obtained in autoclaves. The tolerance value does not exceed 3 millimeters. Naturally hardening concrete products are characterized by large dimensional deviations - up to 5 mm. Tolerances in the geometry of the blocks worsen the masonry: more mortar is required, labor intensity increases, and costs increase.
Non-autoclaved concrete, after hardening, is cut into blocks of standard sizes
- Thermal insulation characteristics.
The ability of a material to retain heat in a room is related to its density. The area of application influences the need for elements for load-bearing walls and internal partitions. Products made from autoclaves have higher thermal protection rates, which provide the necessary thermal insulation with thinner walls.
What mineral is formed in aerated concrete after autoclaving?
Having understood the production technologies, an open question remains: what mineral is formed in aerated concrete after autoclaving? During final processing, tobermarite is synthesized - the main material that ensures the strength and durability of aerated concrete. This chemical element is a hydrous calcium silicate. Under natural conditions, it is found in carbonate rocks or as a filler in the voids of basalt deposits.
The artificial analogue is found not only in AGB. It plays a key role in the hardening of the concrete body. Unlike the gas silicate compound, it has a different chemical structure. Formed when cement comes into contact with water.
Technological features, properties
As a result of the chemical reaction of aluminum powder with alkali, which promotes gas formation, a synthetic gas-filled composite is obtained. A uniformly distributed porous structure is formed by hydrogen bubbles. Strength characteristics can be improved by adding modifiers. There are reagents that accelerate the hardening process. Experts believe that using composites reduces construction costs by 10 to 20%. This depends on the proportion of the mixture among the total range of items used. The energy-saving indicators achieved during use are also important.
Non-autoclaved aerated concrete matures under natural conditions or under certain exposure to temperature and moisture, but at normal atmospheric pressure
If we compare it with the widely used brick, then natural concrete reduces the need for energy resources. When operating objects built from it, energy costs are reduced by 20-25%.
What are the differences between autoclaved and non-autoclaved aerated concrete?
In addition to differences in production technology and characteristics, it is worth noting that such blocks are not similar in appearance. Thanks to the final processing, the products are geometrically smooth, without any deviations in size. Some forms allow you to make blocks with a ready-made facing side for finishing stone.
When blocks are naturally aged, due to unstable processing conditions, they may have deviations in linear dimensions. The ridges in partition blocks often suffer when removing formwork.
Another significant difference is that autoclaved aerated concrete blocks can be used without insulation (northern regions are not taken into account) and cladding. It is necessary to carry out such work with naturally aged products. Otherwise, under the influence of precipitation and other natural phenomena, they will begin to collapse, since they do not have such a strong and dense mineral structure as autoclaved ones.
Difficulty of choice
Which composition is better? There are three fundamental points related to the characteristics of concrete solutions. Let's take a closer look:
- The first is the amount of shrinkage of concrete compositions.
The natural mixture, which hardens naturally, has an increased shrinkage of 2-3 millimeters per meter of pouring depth. Autoclaved aerated concrete shrinks significantly less. The layer reduction is 0.3 mm/m. This does not affect the quality of construction of monolithic objects. During hardening and shrinkage, the solution spreads under the influence of its weight, which compensates for the change in linear dimensions. This disadvantage manifests itself in the production of prefabricated structures. - The next factor is the time required for curing.
Conventional material takes longer to acquire the required strength properties. - Strength factors are important.
Autoclaving technology promotes the formation of a special mineral - tobermorite, which increases strength. This substance is not formed during the traditional method. This limits the scope of use of naturally curing composites. Scope of application: structures operating under light loads.
You can determine the difference between each type of concrete by considering autoclaving.
Non-autoclaved aerated concrete has a large number of pores with a diameter of up to 3 mm, evenly distributed throughout its volume
Which block is better for building a house?
Aerated concrete blocks are one of the leaders in the wall materials market. In comparison, autoclave products have the best performance characteristics. They also do not have the need for facade finishing and insulation (not in all regions). On the other hand, the cost for them is much higher than for non-autoclave processing units.
It is also worth keeping in mind that NGB may have chips and uneven edges. This will affect the speed of laying and the thickness of the seam. For gas blocks it is recommended to use special glue. The cost for it is slightly higher than for masonry mortar. But due to the fact that the seams on this glue are twice as thin as those on ordinary cement mortar, it is more economical. But, if we take into account the fact that non-autoclave blocks may be uneven, then the thickness of the solution will increase, along with the cost of the adhesive composition.
In terms of heat capacity, both materials meet high regulatory standards. Non-autoclaved blocks are also prone to severe shrinkage, which can contribute to cracking of the finishing layer and the masonry itself. We can conclude that autoclave products are better for building a house. But with a competent approach and purchasing high-quality naturally aged blocks, you can build a reliable house from them.
How are properties improved?
The characteristics of the composition produced without steaming in containers are increased as follows:
- Modifying components are added - microsilica, semi-aqueous gypsum.
- Hardening is accelerated by introducing calcium chloride.
- They bring the strength closer to the parameters of an artificial material. For this purpose, dispersed reinforcing fibers of natural origin are introduced - basalt fiber, asbestos, as well as artificial ones - fiberglass or polymer components.
- They are strengthened by introducing acidic ash with a total volume of 10% of the cement mass.
The naturally hardened solution has high thermal insulation properties. The quality characteristics of the blocks obtained from it are not inferior to those traditionally produced and hardened in autoclaves.
Making the mixture
First, mix the components in the required ratio.
Quartz sand is delivered from storage for grinding. Grinding can be dry or wet. If the dry method is chosen, the quartz sand is dried in a special chamber until the humidity level is no more than two percent. Only after this is it fed to the drum mill. This type of mill is designed to grind solids. The best quality product is obtained if sand is ground together with cement. Such foam concrete will be especially durable.
If the wet method is chosen, then the quartz sand is immediately fed into the drum mill, but additional water is added. As a result, a sand mixture comes out, which is poured into a special tank. From there it will enter the concrete mixer, having first passed through the dispenser using a pump. To prevent sand from settling in the mixture, it must be constantly stirred. In autoclave production, the wet sand grinding method is most often used.
Return to contents
Varieties
This type of building material can be systematized according to a large number of differences and divided into a large list of types. It is classified according to the following main differences:
- According to the binder component. In order to produce an autoclave product, gypsum, lime, and, less commonly, cement are used as a binding component.
- According to siliceous substance. Quite often, ash, slag and sand are used as an addition to the production of foam concrete.
- According to the type of hardening of foam blocks (steaming, heating with electricity, other types of heating).
Return to contents
Foam concrete composition
The recipe for preparing a cement-sand mixture includes the following components:
- Portland cement (M300, 400, 500) as a binder;
- fine sifted sand;
- purified water;
- powder or aluminum paste as a gas former;
- lime as a catalyst for chemical reactions leading to swelling;
- additives that give additional properties to the solution, if necessary.
There is a special recipe for the preparation of this material.
Cellular concrete
Cellular concrete is the general name for all lightweight concrete, which is characterized by the presence of many pores (cells) in its structure, which impart improved physical and mechanical properties to the material.
According to the method of pore formation, cellular concretes are divided into: • aerated concrete; • foam concrete According to the hardening conditions, concrete is divided into: • autoclave - harden in an environment of saturated steam at a pressure above atmospheric;
• non-autoclave - harden under natural conditions, during electrical heating or in an environment of saturated steam at atmospheric pressure.