You can evaluate the quality of a built house without special construction education. In the industry, there are basically two types of documents - GOSTs and SNiPs (in a new way - SP). They set out the quality requirements for absolutely all products used, including:
- materials,
- products,
- technological methods and work techniques.
To be sure of the quality of construction, it is enough to compare the actual parameters of the means used with the standard indicators that are recorded in the regulatory documents. Aerated concrete as a material must meet the conditions of GOST 31359-2007, blocks - GOST 31360-2007. The more accurate the match, the stronger, more reliable and durable the house being built will be.
Content
1 Scope……………………………………..1
2 Normative references……………………………………………………..1
3 Terms and definitions……………………………………2
4 Technical requirements………………………………….
5 Control rules…………………………………….
6 Test methods……………………………………………………….
Appendix A (informative) Thermal conductivity coefficient of cellular concrete at equilibrium
humidity…………………………………7
Appendix B (mandatory) Method for determining the frost resistance of cellular concrete……..8
Appendix B (informative) Test log form for cellular concrete samples
for frost resistance……………………………..10-11
CO CD CD
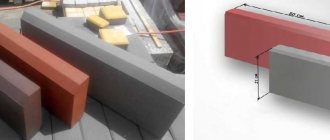
Special design elements
A design feature of certain types of cellular concrete is the presence of the following elements:
- Special ridges and corresponding grooves that provide fixation of products during masonry.
Blocks can be manufactured with tongue-and-groove (locking) elements and grip pockets, as well as U-shaped
- Technological cavities that lighten the mass and facilitate better penetration of the solution during the construction of walls.
- Rigging pockets that make it easier to grab products when performing loading and unloading operations and construction activities.
Production of autoclaved concrete
It is impossible to produce autoclaved concrete at home: it is made on an industrial basis using special equipment.
The production of cellular concrete occurs only on an industrial basis at factory facilities with significant financial investments in equipment. It is impossible to make it at home. Therefore, the result of the work of such an enterprise will be high quality products and compliance with certification parameters in accordance with GOST 31359–2007. The production line includes the following equipment:
- dispenser for distributing components;
- concrete mixer;
- block molds;
- warehouses;
- water dispenser;
- cutting complex;
- autoclave.
The technology consists of casting material in special containers. The dry mixture is loaded into a concrete mixer, where it is mixed. The reaction requires 5 minutes, after which water and aluminum powder are added to the raw material. All this is transferred to other vessels. The molds are filled halfway with the solution, as it increases in volume when it hardens. To accelerate the setting and hardening processes, use water heated to +40 C. After distributing the mass into molds, it is left to harden.
To give the building material unique qualities, after hardening it is sent to a special autoclave oven. There the air is heated to +190 C and excess pressure is created. In such extreme conditions, active gas evolution occurs, in addition, another mineral substance with special characteristics is formed.
What aerated concrete sellers are silent about
Despite such high technical characteristics, the material also has disadvantages, which manufacturers and sellers prefer to remain silent about .
Below are recommendations that will help avoid problems when conducting private construction:
- cellular concrete absorbs moisture, which reduces thermal efficiency and causes deformations that can ruin the finish. Experts advise protecting the finished structure and the product itself from waterlogging during storage. It is better not to use the material on open facades;
- To implement façade finishing, frost resistance must be 50 cycles. The most popular D500 blocks are characterized by 25, maximum 35 cycles, which is clearly not enough for such work. The builder will be forced to use denser material, and therefore more expensive;
- Fasteners - due to low mechanical strength - must be special, designed for working with cellular concrete. It is expensive;
- manufacturers claim that the thickness of the masonry can be 380 mm, but this is clearly not enough. If all standards are observed, the wall thickness in the middle zone is set to a minimum of 640 mm, otherwise the owner will face increased costs for air conditioning and heating. The thickness of the standard block is 50 cm;
- to prevent deformations, it is recommended to build monolithic strip foundations (aerated concrete blocks, Wikipedia);
- When masonry is made from aerated concrete, the internal area of the house suffers, and the lime contained in the masonry initiates corrosion of lintels, fittings, pipelines, and frames.
Aerated concrete is a modern building material with a liberal price, the use of which is justified in certain climatic conditions when constructing low-rise buildings.
One of the properties of aerated concrete blocks - fire resistance - was practically tested in this video:
Properties of non-autoclaved and autoclaved aerated concrete
The resulting blocks, made using two different technologies, are so different both in appearance and in their characteristics that even an inexperienced layman can distinguish them from each other.
External indicators
The first thing the buyer encounters when choosing is the appearance of the materials. It would seem that it makes no difference what the wall blocks look like, which still need to be plastered later. However, appearance is the most accurate visual characteristic that will help weed out low-quality products.
Geometric dimensions
If we compare gas blocks based on geometry, then autoclave-cured products are more accurate. This is partly due to autoclaving and, of course, cutting technology. Even GOST standards regulate deviations of linear dimensions from nominal ones in different ways, depending on the production method used.
| Permissible deviations according to parameters | Autoclaved aerated concrete | Non-autoclaved aerated concrete |
| Length, mm/m | 3 | 5 |
| Width, mm/m | 2 | 4 |
| Height, mm/m | 1 | 2 |
These data only highlight the fact that autoclaved aerated concrete is distinguished by the precise geometry of the finished products, which prevents:
- freezing of walls due to thickening of the masonry seam, which compensates for deficiencies in the shape of the blocks;
- overconsumption of masonry adhesive, leading to increased costs.
Color
When purchasing blocks, pay attention to their color. Of course, it will be gray in the case of naturally hardening products and almost white in autoclaved aerated concrete
Differences in block shades and color variations indicate changes in the manufacturing process, which often result in reduced performance.
Automated equipment for the production of autoclaved aerated concrete reduces any errors to zero, which is initially considered a guarantee of quality and durability. In addition, such large-scale workshops are complemented by their own construction laboratory, in which timely testing is carried out to identify inconsistencies in technology or recipes.
Physical and mechanical properties
Aerated concrete blocks differ not only in external characteristics and color, but also in physical and mechanical properties.
Strength
Aerated concrete is represented by a wide range of strength grades - from B1 to B7.5. They are widely used not only to create load-bearing structures, but also to insulate walls. If we compare aerated concrete produced using different technologies, autoclave concrete is more durable at the same density as non-autoclave concrete.
For example, blocks with a density of D600 must have a strength class of B3.5. If for autoclaved products the indicator is met, then with naturally seasoned products the strength class hardly reaches half the norm. The situation is even worse with the strength indicators of aerated concrete produced by hand. If you want to see this for yourself, buy a block and have it tested by an independent construction laboratory. The results will be obvious.
Thermal conductivity
The thermal conductivity of aerated concrete directly depends on the density of this material. The lower the density grade of the block, the better its heat capacity properties. It makes more sense to purchase products of lower density, but with higher strength characteristics, thereby reducing the thermal conductivity of the walls.
Shrinkage
The weakest side of any cellular concrete is its shrinkage after the walls are erected. If the wrong construction technique is used, cracks may appear and the plaster layer may peel off. The shrinkage processes of naturally aged aerated concrete can last up to several years, when autoclaved blocks are practically free of such a drawback, since during heat and humidity treatment they have already achieved brand strength and complete drying.
In addition, seasoned aerated concrete blocks under natural conditions are far from ideal, which negatively manifests itself in the form of shrinkage. This not only leads to a violation of linear dimensions, but also to destruction of the structure.
To summarize, we can easily conclude that autoclaved aerated concrete blocks have undeniable advantages over naturally cured products. But in any case, when purchasing such wall material, always ask for documents certifying its quality.
Tolerances
Quality depends on the magnitude of the maximum deviations of geometric dimensions. GOST divides products made from cellular types of concrete into 2 groups:
- Products of the first category, having reduced tolerance values. The deviations in length, width, height of composites should not exceed 3, 2, 1 millimeter, respectively. In this case, the length tolerance of each of the diagonals should not deviate by more than 2 millimeters, which indicates a rectangular configuration.
The manufacturer is responsible for compliance of product quality with the requirements of this standard.
- Products of the second category, characterized by increased dimensional deviations. Tolerances for length and height are ±4 millimeters, and widths are ±3 millimeters. Deviations of the diagonal difference, indicating the rectangular shape of the products, are 2 times higher than for composites of the 1st category, amounting to 4 mm.
The document also regulates the presence of no more than 2 defects located on its edges, corners, for any type of product. Their depth is 5-10 mm. Products of the first category, characterized by more accurate geometry, have reduced deviation values.
Production technology
Loading aerated concrete blocks into an autoclave.
The technological process consists of casting products into various containers. The mixture consists of dry ingredients and water. The production of aerated concrete is not possible without sand sludge and binding components. Adhering to certain proportions, the dry ingredients are immersed in a concrete mixer for thorough mixing. It takes about five minutes to combine the components, after which the mixture is poured into water with the addition of aluminum powder. The mixture is mixed and poured into metal containers. It is important to pour the solution into half the mold, since it can increase in size during the solidification process. The solution that extends beyond the edges of the container is cut off with a wire string.
To speed up the setting and hardening of the solution, heated water up to forty degrees is used in the process of making the mixture. After pouring the solution, the filled containers are left alone until they completely set.
Basic requirements for raw materials, control methods
In conclusion, we will consider what requirements GOST 31359 imposes on the materials used for the manufacture of the products in question, and what performance testing methods are used.
Requirements for component materials
- Cement must be used without additives and comply with the requirements of GOST 31108 and 10178.
- Highly basic ash must contain calcium oxide in an amount of at least 40%.
- Lime must be quicklime and meet the requirements of GOST 9179.
- The silica component can be: a natural material (quartz sand), a secondary product of energy and industry.
- To form a porous structure, foam and gas formers must be used. It is recommended to use aluminum powder or a paste based on it as a gas generator. Protein and synthetic foaming products can serve as foaming agents.
- In order to improve the performance of finished products, the use of specialized additives is recommended.
Product testing
All products must be subjected to tests, as a result of which the manufacturer is issued an appropriate conclusion and a quality certificate for the product.
The essence of testing methods for physical, technical and mechanical parameters:
| Name of the indicator being checked | Briefly about the essence of the method |
| Frost resistance | The essence of the method is to control the number of freezing and thawing cycles that a sample can withstand without established losses in the numerical values of certain qualities. This concerns primarily the density and mass of products. The test is carried out by placing selected samples in special chambers that provide freezing and thawing. The procedure is repeated the required number of times. |
| Thermal conductivity | In laboratory conditions, a stationary heat flow is artificially created. With its help, an effect is exerted on the sample. At the last stage, the density of such a flow and the changes occurring in the sample are measured. |
| Compressive strength | It is controlled by placing the test sample under a press, with the help of which a load is applied until the destruction of the product. The maximum value of the applied load recorded by the device is the required value. |
| Vapor permeability | The essence of the control method is to determine the level of resistance to vapor permeation. This creates a stationary flow of steam that passes through the sample, and its intensity is measured. |
| Drying shrinkage | It is checked by moistening the sample and creating conditions for the evaporation of the liquid. Its quantity, as well as changes in the mass of the sample, are measured. The moisture content of the sample during testing should be in the range of 5-35%. |
| Average density | The average density can be controlled by several methods: by exposure or non-destructive methods. The latter is the most modern, but requires a special device. |
Functional characteristics and features of GOST block markings
To be able to evaluate the user properties of blocks, GOST established classification criteria. Blocks differ in:
- average density - the ratio of volume and weight;
- compressive strength – the value of the initial elastic modulus;
- thermal conductivity - the ability to maintain the temperature level in the room;
- drying shrinkage;
- frost resistance - the number of cycles of changes in plus and minus temperatures;
- vapor permeability - the ability to remove moisture.
The values of each parameter are indicated in the block labeling. Methods for determining the quantitative indicators of aerated concrete for each criterion are regulated in GOST 31359–2007.
This document establishes a classification of aerated concrete by grade according to density: Lightweight aerated concrete can correspond to a range of grades from D200 to D1200.
The strength classes of the blocks are also determined here. Their values range from B0.35; up to B20. The parameter change step for lightweight concrete is 0.5.
In this case, cellular concrete is divided into:
- thermal insulation, compressive strength class not less than 0.35, with a density up to grade D400;
- thermal insulation and structural, strength class 1.5, strength up to D700;
- structural, strength class 3.5, density above D700.
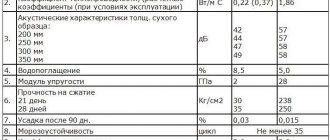
Indicators of thermal conductivity (W/(m·°C)) and vapor permeability (mg/(m·h·Pa)) are set in the form of corresponding coefficients. Their limit values are determined for each brand of aerated concrete density.
| Lightweight concrete grade | Thermal conductivity coefficient of lightweight concrete, W/(m x °C) | Vapor permeability coefficient of lightweight concrete, mg/(m x h x Pa), within |
| D200 | 0,048 | 0,30 |
| D250 | 0,06 | 0,28 |
| D300 | 0,072 | 0,26 |
| D350 | 0,084 | 0,25 |
| D400 | 0,096 | 0,23 |
| D450 | 0,108 | 0,21 |
| D500 | 0,12 | 0,20 |
The frost resistance indicator is indicated by the letter F with a digital index. For example, the F25 value indicates that after 35 cycles of alternating freezing and thawing, the material retains 85% of its original strength.
The level of shrinkage of lightweight concrete after drying is limited by:
- 0.5 mm per 1 m of masonry – for structural and structural-thermal insulating blocks made of silicate concrete;
- 0.7 mm per 1 m of masonry - for structural and structural-thermal insulating blocks made on the basis of other fillers.
Wall blocks made of cellular concrete, commonly called gas blocks, according to GOST 31360 2007 are designated as follows: Block I/625x250x250/D400/B2.0/F35 GOST 31360-2007.
This means:
- Product of the first category, length 625 mm, cross-section 250 mm and height 250 mm.
- The density of the block corresponds to the brand 400 kg/³.
- Strength class – 2.0: this means that the initial elastic modulus corresponds to 1200 MPa.
- Aerated concrete can withstand 35 cycles of changes in positive and negative temperatures without significant loss of properties.
Laying technology
You will need:
- concrete planer:
- building levels of different lengths;
- square;
- pendulum (weight on a rope);
- putty knife;
- rope;
- mallet;
- trowel;
- wall chaser;
- hacksaw for concrete.
Scheme of laying blocks of cellular concrete.
The construction of walls from cellular blocks begins after the foundation has been waterproofed. The first row is laid on cement mortar, all subsequent rows are laid using special glue. Using a level, the highest angle from which the masonry will be made is determined. Next, apply a 2 cm layer of cement mortar, lay several corner bricks, and use a building level to check the evenness of the laying. If deviations are found, the masonry is leveled using a mallet (by tapping). A rope is pulled between the corner blocks, focusing on which the first row is laid. The cement pad is made to level the surface from all kinds of deviations, including along the horizon. The quality of construction of the entire building depends on how the first row is laid.
Approximately 2 hours after laying the first row, you can begin further construction of walls. The second row is laid similarly to the first, with the only difference that instead of cement mortar, a special mortar is used. The powder is diluted with water according to the attached instructions; a construction mixer or drill with a special attachment is used for mixing. The mixture is applied to the vertical and horizontal surface of each brick using a trowel. The masonry is constantly checked for evenness vertically and horizontally, and if necessary, trimmed with a mallet.
In addition to bandaging, so-called ligaments are used, which are strips of stainless steel that are inserted into every second row. Bundles are mainly used to strengthen load-bearing walls. To improve the appearance of the structure, the material is pre-treated using a special concrete plane: the edges are slightly rounded, defects are ground down, and cuts are polished. To cut the blocks, a hacksaw with large teeth and pobedite brazing is used; the cut is processed using a plane. Cellular concrete blocks are considered one of the best building materials; they can be used to build both residential and commercial premises. Even a novice master can easily handle the installation of this material.
Structure of the standard
The current standard regulates a set of requirements for wall products used in construction work. The document has a detailed structure and includes sections describing:
- scope of use of unreinforced composites;
- the special terminology used;
- technical parameters of products, including dimensions, characteristics;
- labeling;
- packaging;
- safety issues related to the use of products during construction activities;
- specifics of acceptance, methods of quality control of composites;
- features of warehousing and delivery.
SMALL WALL BLOCKS FROM CELLULAR CONCRETE
1 TECHNICAL REQUIREMENTS
These technical specifications were developed on the basis of GOST 21520-89 and apply to small wall blocks made of non-autoclaved cellular foam concrete (hereinafter referred to as foam blocks) intended for masonry
More details
LIGHTWEIGHT AND CELLULAR CONCRETE
STATE STANDARD OF THE UNION OF THE SSR LIGHTWEIGHT AND CELLULAR CONCRETE RULES FOR CONTROL OF AVERAGE DENSITY GOST 27005 86 STATE CONSTRUCTION COMMITTEE OF THE USSR STATE STANDARD OF THE UNION OF THE SSR LIGHTWEIGHT AND CELLULAR CONCRETE
More details
OKP Date of introduction
GOST 27005-86 Group Zh19 STATE STANDARD OF THE UNION OF THE SSR LIGHTWEIGHT AND CELLULAR CONCRETS Rules for control of average density Light-weight and cellular concretes. Rules of average density control OKP 58 7000
More details
STATE STANDARD OF THE USSR UNION
GOST 24476-80 UDC 625.15:691.328:006.354 Group Zh33 STATE STANDARD OF THE UNION OF THE SSR Prefabricated reinforced concrete foundations for frame columns of interspecific use for multi-storey buildings Technical conditions
More details
OKP Group Zh 33
OKP 58 3500 Group Ж 33 BUILDING SYSTEM “POLYBLOCK” THREE-LAYER WALL BLOCKS TECHNICAL CONDITIONS Introduced for the first time Date of introduction from March 1, 2005 Moscow, 2005 1. Scope of application These Technical Specifications
More details
ASBESTOS-CEMENT FLAT SHEETS
GOST 18124-95 INTERSTATE STANDARD ASBESTOS-CEMENT FLAT SHEETS TECHNICAL CONDITIONS INTERSTATE SCIENTIFIC AND TECHNICAL COMMISSION ON STANDARDIZATION AND TECHNICAL REGULATION IN CONSTRUCTION
More details
GOST 18124-95. Date of introduction 1996-07-01
GOST 18124-95 UDC 691.1/7:006.354 OKS 91.100.40 OKSTU 5781 GROUP ZH16 STATE STANDARD OF THE UNION OF THE SSR ASBESTOS CEMENT FLAT SHEETS Technical specifications Asbestos cement flat sheets. Specifications Date
More details
MAIN PARAMETERS AND DIMENSIONS
GOST 8142-89 BACKING FOR RAILWAY RAILS TYPES P18, P24, P33 STATE STANDARD OF THE UNION OF THE SSR BACKINGS FOR RAILWAY RAILS TYPES P18, P24, P33 TECHNICAL CONDITIONS GOST 8142-89 STATE NY
More details
WOODEN FLOOR BEAM GOST
STATE STANDARD OF THE UNION OF THE SSR WOODEN FLOOR BEAMS Technical specifications GOST 4981 87 Official publication STATE CONSTRUCTION COMMITTEE OF THE USSR STATE STANDARD OF THE UNION OF THE SSR FLOOR BEAMS
More details
CLAY BRICK FOR SMOKE PIPES
STATE STANDARD OF THE UNION OF SSR CLAY BRICK FOR SMOKE PIPES GOST 8426-75 STATE COMMITTEE OF THE COUNCIL OF MINISTERS OF THE USSR FOR CONSTRUCTION Moscow DEVELOPED by the State All-Union Scientific Research Institute
More details
Zavopen Gostov VUO b ~&jev4t S./U
UDC 624.01.24:006.354 Group Zh39 STATE STANDARD OF THE UNION OF THE SSR CONCRETE AND REINFORCED CONCRETE CONCRETE STRUCTURES AND PRODUCTS Acceptance of Prefabricated concrete and reinforced concrete constructions and products.
More details
CLASSIFICATION AND ASSORTMENT
Group B24 INTERNATIONAL STANDARD STEEL PACKAGING TAPE Technical specifications GOST 3560-73 Package steel strip. Specifications OKP 12 3100 Date of introduction 01/01/75 Present
More details
OPENGOST.RU Portal of regulatory documents
INTERSTATE STANDARD GOST 2138-91 MOLDING SANDS GENERAL TECHNICAL CONDITIONS Moscow STANDARDINFORM 2005 INTERSTATE STANDARD MOLDING SANDS General technical conditions Molding sands. General
More details
TECHNICAL REQUIREMENTS.
These technical specifications apply to polystyrene foam boards manufactured in a non-pressing manner from suspension foaming polystyrene with or without the addition of a fire retardant. Plates
More details
OKP Group Zh 33
OKP 58 3500 Group F 33 APPROVED by: Director of Kremnegranit Eco LLC M.S. Muradyan 2008 HEAT-EFFICIENT FOUR-LAYER WALL BLOCKS TECHNICAL CONDITIONS TU 5835-002-99461491-2008 Introduced for the first time Date
More details
METAL MEASURING RULERS
STATE STANDARD OF THE UNION OF THE USSR RULERS MEASURING METAL TECHNICAL CONDITIONS GOST 427-75 PUBLISHING HOUSE OF STANDARDS MOSCOW STATE RULES S R
More details
OKS Date of introduction
GOST R 53231-2008 Group Zh19 NATIONAL STANDARD OF THE RUSSIAN FEDERATION CONCRETE Rules for monitoring and assessing the strength of Concretes. Rules for control and assessment of strength OKS 91.100.30 Date of introduction 2010-01-01
More details
Preface
The goals, basic principles and basic procedure for carrying out work on interstate standardization are established by GOST 1.0-92 “Interstate standardization system. Basic provisions" and MSN 1.01-01-96 "System of interstate regulatory documents in construction. Basic provisions"
Standard information
1 DEVELOPED by the NIIZHB Institute - a branch of the Federal State Unitary Enterprise "National Research Center Construction" with the participation of the TsNIISK im. Kucherenko, MGSU, VGASU (Voronezh), OJSC "LZID" (Lipetsk), OJSC "NLMK" (Lipetsk), LLC "AEROC" (St. Petersburg), OJSC "LKSI" (Voronezh). Lipetsk), LLC Reftinsky Association "Teplit" (Sverdlovsk region), OJSC "Glavnovosibirskstroy", OJSC "Cottage" (Samara), Federal State Unitary Enterprise "211 KZHBI" (Leningrad region)
2 INTRODUCED by the Technical Committee for Standardization TC 465 “Construction”
3 ADOPTED by the Interstate Scientific and Technical Commission for Standardization, Technical Regulation and Certification in Construction (MNTKS) (Minutes No. 32 of November 21, 2007)
The following voted for adoption:
| Short name of the country according to MK (ISO 3166) 004—97 | Code of the country according to MK (ISO 3166) 004-97 | Abbreviated name of the state construction management body |
| Armenia | A.M. | Ministry of Urban Development |
| Kazakhstan | KZ | Kazstroykomitet |
| Kyrgyzstan | KG | G osstroy |
| Moldova | M.D. | Agency for Construction and Territorial Development |
| Russia | RU | Department for regulation of urban planning activities of the Ministry of Regional Development |
| Tajikistan | T.J. | Agency for Construction and Architecture under the Government |
| Uzbekistan | UZ | G osarkhitektstroy |
4 This standard complies with the European standards EN 1745:2002 "Masonry and masonry products - Methods for determining thermal values" (EN 1745:2002 "Masonry and masonry products - Methods for determining thermal values") regarding the thermal conductivity of cellular concrete and EN 771 -4:2003 “Specification of wall blocks. Part 4: Autoclaved aerated concrete blocks" (EN 771-4:2003 "Specification for masonry units. Part 4: Autoclaved aerated concrete masonry units") in terms of assessing the conformity of the quality of cellular concrete
5 By Order of the Federal Agency for Technical Regulation and Metrology dated May 21, 2008 No. 108-st, the interstate standard GOST 31359-2007 was put into effect as a national standard of the Russian Federation on January 1, 2009.
6 INSTEAD GOST 25485-89 regarding autoclaved cellular concrete
Information on the entry into force (termination) of this standard is published in the “National Standards” index.
Information about changes to this standard is published in the index (catalog) “National Standards”, and the text of the changes is published in the information indexes “National Standards”. In case of revision or cancellation of this standard, the relevant information will be published in the information index “National Standards”
Standardinform, 2008
This standard cannot be fully or partially reproduced, replicated and distributed as an official publication on the territory of the Russian Federation without permission from the Federal Agency for Technical Regulation and Metrology